全國客服熱線:
188 4287 5901
歡迎訪問大連鑫豪機械有限公司網站!

全國客服熱線:
188 4287 5901


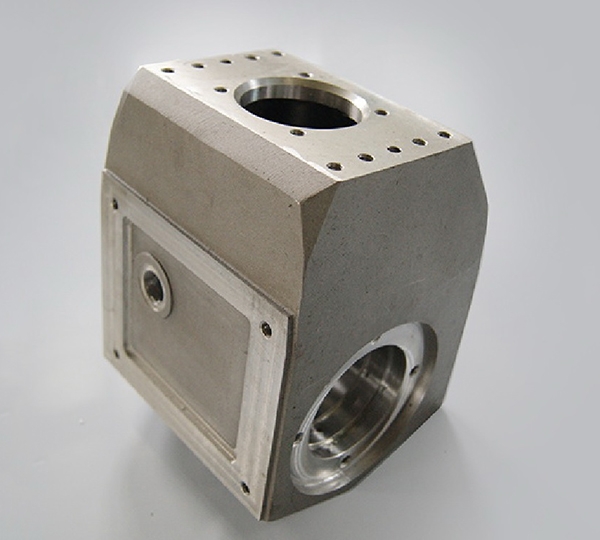
機械加工廠進行精密零件加工的時候,作為工作人員要非常細心,謹慎,大連零部件加工應用千分表對主軸上之刀具進行檢測,使其靜態(tài)跳動控制在3μm以內,必要時需重新裝夾或更換刀夾系統(tǒng)。
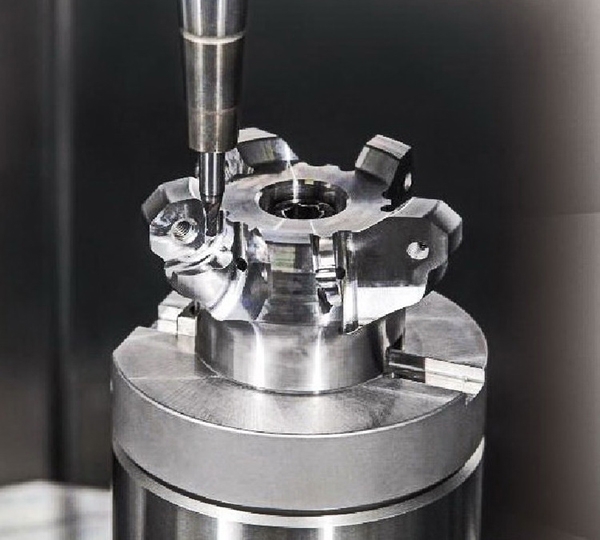
為了實現鏜削加工的高速化和高精度化,必須注意刀齒振動對加工表面粗糙度和工具壽命的影響。為了防止加工精度和工具壽命下降,所選用的加工中心必須配備動平衡性能優(yōu)異的主軸,所選鏜削刀具也必須具有很高的動平衡特性。
只控制刀具從一點移到另一點的位置,而在移動過程中不進行切削加工,如坐標鏜床、鉆床和沖床等。大連零部件加工要求坐標位置有較高的定位精度,為提高生產效率,采用機床設定的最高進給速度進行定位運動,在接近定位點前要進行分級或連續(xù)降速。
無論是初次加工的零件,還是周期性重復加工的零件,加工前都必須按照圖樣工藝、程序和刀具調整卡,進行逐把刀、逐段程序的檢查核對,尤其是對于程序中刀具長度補償和半徑補償處,必要時再做試切。大連零部件加工廠單段試切時,快速倍率開關必須置于較低檔;每把刀初次使用時,必須先驗證它的實際長度與所給補償值是否相符;在程序運行中,要重點觀察數控系統(tǒng)上的幾種顯示。