全國客服熱線:
188 4287 5901

全國客服熱線:
188 4287 5901


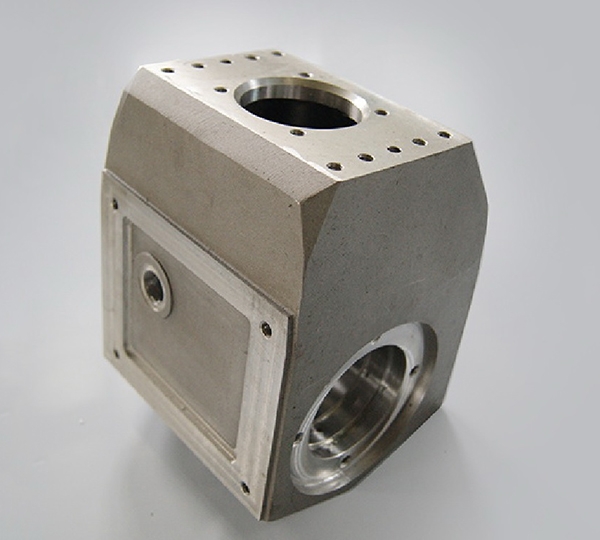
大連零部件加工圖上尺寸標注方法應適應北京數控加工的特點在數控加工零件圖上,應以同一基準引注尺寸或直接給出坐標尺寸。這種標注方法既便于編程,也便于尺寸之間的相互協調,在保持設計基準、工藝基準、檢測基準與編程原點設置的一致性方面帶來很大方便。由于零件設計人員一般在尺寸標注中較多地考慮裝配等使用特性方面,而不得不采用局部分散的標注方法。
在手工編程大連零部件加工時要計算基點或節點坐標。在自動編程時,要對構成零件輪廓的所有幾何元素進行定義。因此在分析零件圖時,要分析幾何元素的給定條件是否充分。如圓弧與直線,圓弧與圓弧在圖樣上相切,但根據圖上給出的尺寸,在計算相切條件時,變成了相交或相離狀態。由于構成零件幾何元素條件的不充分,使編程時無法下手。遇到這種情況時,應與零件設計者協商解決。
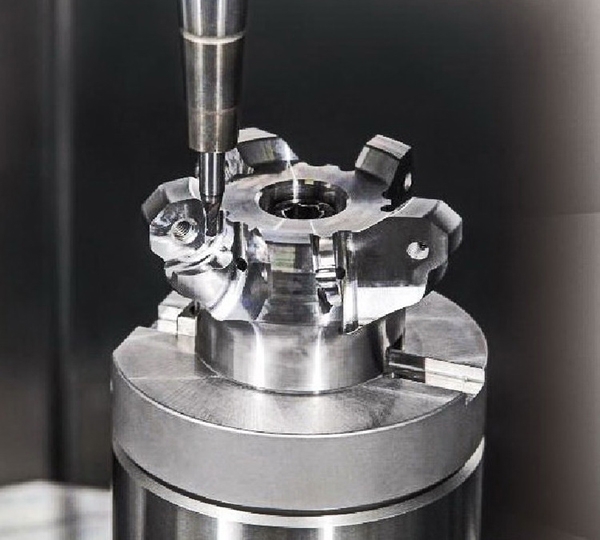
精密零件加工工藝就是在流程的基礎上,改變生產對象的形狀、尺寸、相對位置和性質等,使其成為成品或半成品,是每個步驟,每個流程的詳細說明,比如,上面說的,粗加工可能包括毛坯制造,打磨等等,精加工可能分為車,鉗工,銑床,等等,每個步驟就要有詳細的數據了,比如粗糙度要達到多少,公差要達到多少。
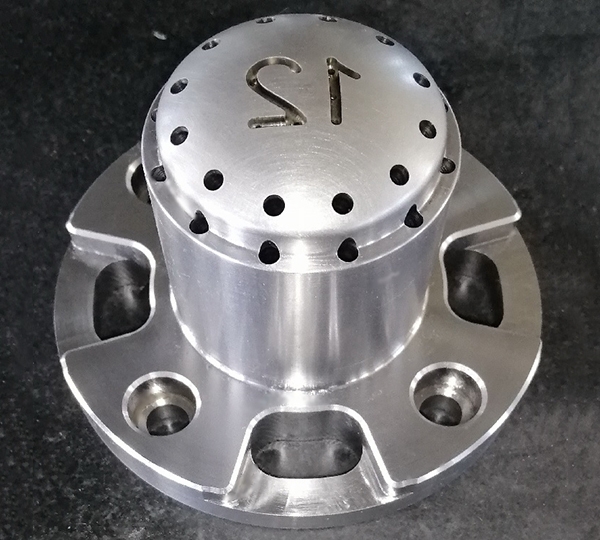
技術人員根據產品數量、設備條件和工人素質等情況,確定采用的工藝過程,并將有關內容寫成工藝文件,這種文件就稱工藝規程。這個就比較有針對性了。每個廠都可能不太一樣,因為實際情況都不一樣。